逆时针排布,首要意图是期望职工能够选用一人结束作业办法、能够完成一人多机。一人结束与一人多机要求一个职工从头做到尾,因而职工是动态的,称之为“
。大部分作业员是右撇子,因而假如逆时针排布的话,当职工进行下一道加工作业时,工装夹具或许零部件在左边,职工作业并不便利,这也正是逆时针的意图——职工就会走到下一工位——巡回的意图也就达到了。
。假定出进口不共同,作业员选用巡回作业,那么当一件产品出产完了,要去从头取一件原资料加工的话,作业员就会白手(手上没有资料能够出产)从制品产出口走到原资料投进口,这段时刻是糟蹋。假如出进口共同的话,作业员马上就能够取到新的原资料进行加工,然后防止了白手糟蹋。第二,
。由于出进口共同,布局必定出现相似“U”的形状,这使得各工序十分挨近,然后为一个人一起操作多道工序供给了或许,这就提高了工序分配的灵活性,然后获得更高的出产线平衡率。防止孤岛型布局
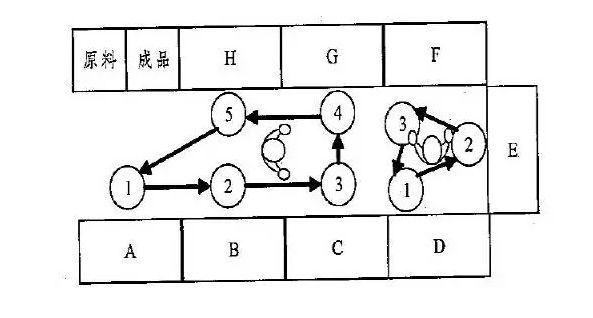
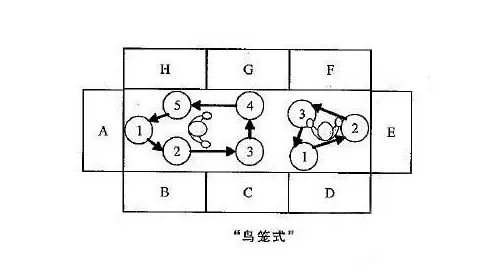
鸟笼型布局往往没有考虑到物流、人流顺利的成果,这种布局过错的用机器设备或许工作台把作业员围在中心,使得物流不顺利,在制品添加,单元与单元之间的彼此援助也变得简直不或许。
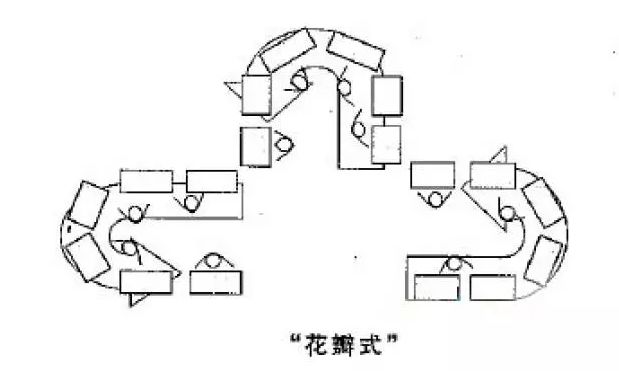
花瓣式布局是进行“合作协作”的必要条件。合作作业就好像运动场上的接力赛相同,在交代区,实力强的选手能够恰当的补偿实力弱的选手。
假如前单元的作业员耽误了时刻,后单元的作业员就协助前单元从机器上卸下产品。这种做法,明显依托“花瓣式”布局为条件。“一个流”出产线布局
按精益出产的理念,除了以上的两个方面,还有更重要的要素需求考虑,精益出产布局寻求的方针首要有以下几方面:
它是削减在制品数量的最好办法,是消除出产线糟蹋的良策。它的根底是要使加工出产线像流水装配线相同流水化,但要献身非瓶颈工序设备的利用率,因而要尽量平衡出产线,削减设备的产能丢失。
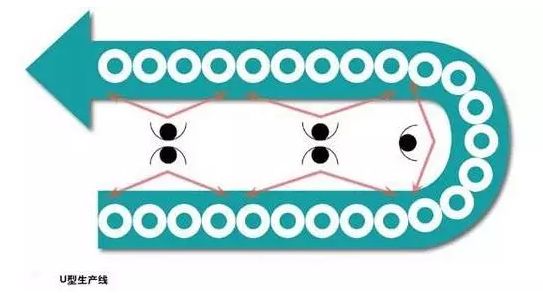
(即按加工顺序排列设备)和u型安置。跟着精益出产思维的推行,传统出产线越来越多地被U型出产线所替代,由于传统出产线安置有如下缺陷:一个人操作多台设备时将存在“步行的糟蹋”,添加了劳动强度,一起也不能完成人员的柔性化调整。而
